|
 |
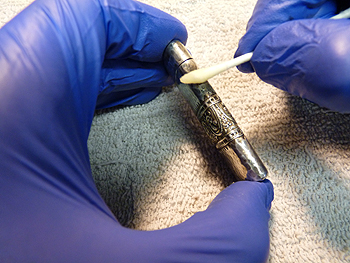
Here, a pulse arc welder is used
to close the seam. This technology allowed me to use
.005"-.010" diameter sterling wire on this repair as
opposed to brazing with hard silver solder. Silver soldering would
have taken much longer: fluxing the piece to prevent firestain,
clean-up of the solder joint around the chased detail, and extensive
repatination. Pulse arc welding localizes the heat and surrounds the
weld area with argon gas. This gas totally eliminates oxides from
forming in the sterling. As you can see, the heat required to melt
sterling (1,640°F) is so localized, the safe can be handheld! |